
在静态浇铸的制品中,模具有哪些要求
静态浇铸的制品设计和模具设计,在总的要求上和注射成型是相同的。由于过程多在较低的压力下进行,因此对模具强度的要求都不高,只要模具材料对浇铸过程无不良影响,能经受浇铸过程所需要的温度和加工性能良好即可。常用的制模材料有铸铁、钢、铝合金、型砂、硅橡胶、玻璃以至水泥、石膏等,选用时需视塑料品种,制品要求及所需数量而定。例如,环氧塑料在小批量生产时可用石膏模,而大量生产则用金属模。此外环氧树脂用于电子零件的封装中,有时零件本身或其外壳已起到模具的作用。
对于一些外形简单的制品,模具一般只用阴模。使用此类模具,由于浇铸过程中塑料因固化而发生体积收缩,将产生制品高度的减小和上表面的不平整,因此模具高度应考虑有充分的余量,以便在制品脱模后进行切削加工。
使用强度较差的模具材料,特别是在生产大型制品(如在汽车、飞机制造中用作压制工具的环氧塑料制品)时,为使模具有足够的刚度,常以其它硬性材料制成模框作为支承体,这种支承体又常称作模框、模座、骨架或基体。支承体的材料常用钢、木材、石膏(在用软塑料或橡皮模具时)。
用于环氧塑料的模具,有常压和真空浇铸两类。按照模具的不同又可分为敞开式浇铸、水平浇铸(正浇铸)、侧立式浇铸、倾斜式浇铸等。采用不同的浇铸方式主要有利于料流的充满模具和气泡的排出或使气泡移至非工作部位去。
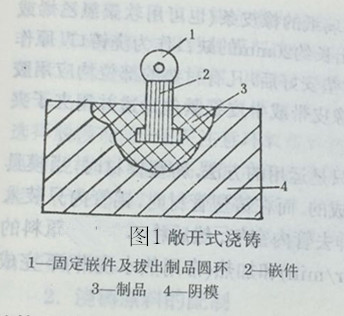
敞开式浇铸,如图1所示,装置较简单,一般只有阴模,易于排气,因而所得制品内部的缺陷较少,通常用于制造外形较简单的制品。
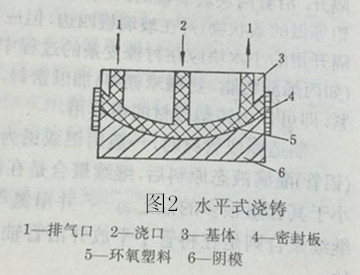
水平式浇铸,如图2所示,它是将所生产制品的基体(制品中作为支承塑料部分用的)事先安装固定于阴模这上,然后用密封板密封,再向基体上的浇口铸入环氧塑料并藉基体上的排气口排气。密封板可用石棉板或油毛毡。用石膏浆或环氧胶泥密封其缝隙。此种方法适用于制造飞机或汽车工业中使用的环氧塑料模具。
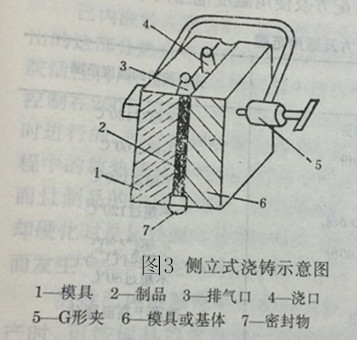
侧立式浇铸,如图3所示,它是将两瓣模具(或一瓣为基体)对合并侧立放置,两瓣模具对合时中间所余的缝隙即为模腔。对合缝处用环氧胶泥或石棉与石膏浆密封。侧立放置模具的顶部留出环氧塑料的浇口和排气口。模具外部用固定夹夹紧,环氧塑料即由浇口铸入。此法的优点是可使制品的气泡集中在制品顶部非工作部位,而较之相似制品用平放模时有较高的制品质量。
真空浇铸法,如图4所示,为了更好地排气,可以用抽真空的方法将模具型腔内的空气抽出,使之在真空下进行浇铸,真空度以维持在99.9kPa以上为宜。对于小型模具可直接放在真空烘箱中进行浇铸,而对于较大的模具则可采用对模具型腔直接抽空的方法浇铸。使用此法时应选用难挥发的硬化剂,真空管道也应定时清理。真空浇铸不仅可使制品中气泡减少,并可在模具型腔中事先铺入增强的玻璃毡或布从而提高制品的机械强度。

用于甲基丙烯酸甲酯铸塑的模具,有它独自的特点。铸塑片材的模具通常是用下述方法制造:用两块表面平整无缺的硅酸盐玻璃板,厚约1cm,长1.0-2.2m,宽0.9-1.4m。将玻璃板上的灰垢及绒毛等洗涤,擦净并干燥。然后将已清洁干燥的两块玻璃板对齐平放在桌上并用等厚的小木板(也可用聚氯乙烯块或有玻璃块)衬在两块玻璃板的边角上将其隔开。沿着两块玻璃板的四周,依次用等厚而贴有玻璃纸的橡皮条(也可用软聚氯乙烯块或铝等做的条状物)衬在玻璃板四边,但应在其一边留出长约20mm的缺口作为浇铸口。原作隔开用的小木块应在衬橡皮条的过程中及时抽去。衬垫安好后,凡有衬垫的部位均应用胶加以密封。最后还需用橡皮带或牛皮纸紧包封边并用夹子夹紧。即可作为铸塑板材的模具用。
制造棒或管材时,一般用铝或铅为模具,不同的只是运用的方法。铸塑棒材时,当模具灌满液态原料后,继续聚合是在静态加热下完成的。而在铸塑管材时,铝管内只装入小于其容量很多的液态原料,并用氮气或二氧化碳排去管内空气,然后将其封闭。原料的继续聚合则是在将管子平放并沿管轴旋转和加热下完成的。