
感光树脂柔性版制版工艺是怎样的?
时间:2015-10-21 09:14来源:未知 作者:admin 点击:
次
感光树脂柔性版制版工艺可分为5步进行,分别为:工艺流程、原稿、制取阴图片、辅助曝光(背面闪光曝光)、主曝光(正面曝光)。
1感光树脂柔性版制版工艺流程图如图1所示。

2原稿:图案、文字稿的黑度要深、要一致,黑白分明,若图文轮廓模糊、灰暗、会影响照相阴片的效果;缩小比例较大的原稿,图文的细微笔画要清晰,缩小时不能发生“并失”现象;连续调照片的反差要适中;原稿上阴文的细小笔画应适当粗一些,避免在印刷时由于柔性版墨迹扩大而模糊;在原稿设计时,要避免在同一块色版上出现既有大面积的浓色地又有清晰的加网图像,为便于印刷时能够控制墨量和墨色,确保印刷质量,设计时必须将浓色实地和加网的细微层次分开制版。
3制取阴图片:一般的线条绘图黑稿或照排文字稿可用照相方法制取阴图片,感光软片需采用高反差软片或正色片。阴图片上非图文部分的密度要大于3.5,图文部分(透明处)的密度要小于0.05.如果阴图片反差小,密度不高,透明处有灰雾密度,就会影响柔性版制作的质量。遇到这种情况就要采用阴拷阴的方法,拉大反差。柔性版是直接印刷,印版上的图文为反向,故阴图片必须是正像。
彩色层次版的阴图片制作可以采用类似平版彩色制版工艺,用照相分色加网或电子分色加网工艺。由于柔性版印刷的版材、印刷机与平版印刷不同,分色加网的要求也不相同。①网线粗细不同:柔性版的网线一般比平版印刷使用的网线粗。如果网点太细,10%以下的细网点容易在印刷过程中掉失。目前,柔性版网线一般控制在47.24线/cm(120线/in)左右。②套色网线角度不同:平版印刷常用的套色网线角度为15°、45°、75°、90°;而柔性版采用的套色网线角度为7.5°、37.5°、67.5°、82.5°。这是因为柔性版印刷采用网纹辊短墨路输墨系统供墨,受网纹辊网穴角度的影响,不能使用平印的套色网线角度。③网点反差不同:平版印刷的网点反差大,淡调及高光处可以绝网,深调可高达95%以上。而柔性版网点反差小,淡调处不能绝网,必须有细小点子。暗调的网点因受网点扩大的影响,应适当降低。
4辅助曝光(背面闪光曝光):辅助曝光又称预曝光,是从印版的背面给予全面曝光,使印版背面的感光聚合层敏化变成一层硬化的底层。辅助曝光的时间由版面需要的深度而定。辅助曝光的时间与版基的厚度成正比,版基越厚,需要的曝光时间越长;辅助曝光时间与版面浮凸的深度成反比,浮凸越深,需要的时间越短。辅助曝光的时间应根据不同的版材经预先测试确定。
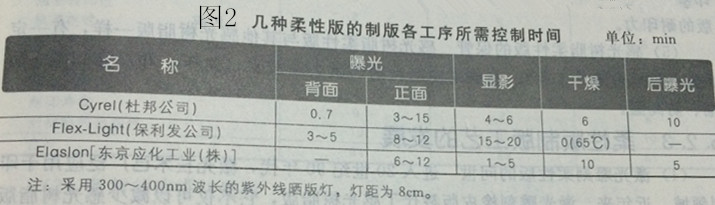
5主曝光(正面曝光):主曝光是指透过阴图片向版面感光聚合层进行曝光。主曝光是决定图文成像的基础。曝光之前先揭去柔性版表面的保护层(膜),将阴图底片放置于柔性印版表面,抽真空使其密合,启动光源,紫外线透过阴图底片使柔性版感光聚合层受光,发生光聚合反应,使受光的感光聚合层变成不溶性的物质以构成图像。主曝光决定图文的清晰度和角坡度。曝光过量与不足都会影响图像的质量。影响主曝光时间的主要因素有柔性版的感光性能、阴图片的透光状况、印刷浮凸深度的要求、辅助曝光时间的长短、主曝光光源的发生强度等。①柔性版材的感光性能:不同厂商生产的柔性版感光性能不同。同一厂家生产销售的柔性版材,由于生产时间、批号不同,所需曝光时间也不同。所以每缝更换不同批号的柔性版时,必须通过测定以求取正确的曝光时间。阴图片的透光状况有两种:一种是阴图片透明度和密度反差状况,即透明度的高低与曝光时间成反比,密度越高,曝光时间越长;另一种是版面图文的结构状况,有的是图案、色块、线条版,有的是套色网纹版,网点有粗细,相差悬殊,它们的曝光时间都不会相同。网点越细,所需的曝光时间越长,越难控制,必须通过测定以选择最佳曝光时间。②印版浮凸深度不同:柔性凸版的浮凸深度因版材厚度的不同而有差异。印刷材料及表面粗糙度不同,浮凸的深度也不同。如塑料薄膜印刷的印版浮凸深度为0.4-0.5mm,厚纸印版的深度为1-2mm。浮凸的深度越深,所需的曝光时间就越长。③光源:柔性版晒版用光源的光谱输出分布与版材的吸收光谱范围要一致,一般采用近紫外线,例如菲利普黑光管。光的强度要均匀,光源的光强度对主曝光的时间影响较大。采用新的光源程序,曝光时间就短,随着光源的老化,光的强度减弱,必须相应地增加曝光时间。柔性凸版版材中的感光胶层与感光树脂版材制版工艺大致相同,但不同型号的版材有着不同的特性,图2列举了几种柔性版的制版各工序所需控制时间。
6显影:显影是利用溶剂将印版未感光部分的感光树脂冲洗掉,留下感光聚合部分,使印版呈浮雕状。柔性版显影是在专用的显影机内进行的,通过显影液的作用加上刷洗动作使未感光的树脂被溶解除去。
柔性版显影液主要由三氯乙烷(或四氯乙烯)、过氯乙烯、乙醇和正丁醇等溶剂组成混合液。该混合液易挥发、有毒、有刺激性气味,故显影机操作时应密闭,做到随开随闭。工人操作时应戴橡皮手套和防护眼镜,工房要有良好的通风条件。
显影时间的长短会影响印版浮凸的深度,显影时间越长,深度越深。正常生产时应事先测定,求得标准显影时间。显影时间与显影液的浓度有关,新配的显影液浓度高,显影整度快,所需的显影时间就短。随着显影冲洗印版数量的增加,显影液中溶入的未感光的胶越积越多,就会降低显影效率,必须不断补充新鲜的显影液,才能保证显影冲洗的质量。
7干燥:柔性版在显影冲洗过程中由于吸收了溶剂而膨胀,必须通过干燥除去溶剂,以恢复到与此类似的船均匀一致的厚度。干燥的方法有多种,如烘箱烘烤、热风加热和红外线加热。加热温度不宜过高,一般不能超过60℃,若温度过高,柔性版的聚酯片基会收缩。
8后处理:柔性版经显影冲洗、干燥以后,版面会发黏。所谓后处理,就是用光照方法或化学方法对版面进行去黏处理,以提高版的光洁程度和硬度。①光照法:用光谱输出为254nm的紫外线对印版进行短时间光照。光照的时间以能达到去黏就行,光照时间过长,容易导致印版开裂、变脆。光照去黏的时间长短取决于显影时间和干燥时间。上述因素发生变化,光照的时间也要改变。②化学法:把干燥的印版浸入制好的去黏溶液里处理。化学去黏有氯化处理和溴化处理两种。化学去黏处理的时间与所用的版材、去黏液配方和温度有关。有些柔性印版是在后曝光之前进行去黏处理,有些印版是在后曝光之后再进行去黏处理。经过去黏处理的印版必须用自来水冲洗干净,再把版面的水用吸水巾吸干。
9后曝光:后曝光是对干燥过的印版进行一次全面、均匀的曝光,目的是使印版感光聚合树脂彻底聚合硬化,不会受油墨、溶剂的侵蚀而变形,同时提高柔性版的耐印力。
10保管:感光树脂柔性版与其他感光树脂版一样,有一定的保存期(一般为1年)。制成或使用后的印版必须放平,勿压,并注意防晒、防潮、防高温。